by Gary Mintchell | Jun 19, 2020 | Asset Performance Management, Commentary, Manufacturing IT, News, Software
GE Digital had not updated me for a while. So, an invitation to a conversation with new GE Digital CTO Colin Parris was welcome—even if in the middle of several virtual user conferences. Naturally we talked about digitalization, something GE Digital was early to the game with. Also AI. Digital Twin continues to form the base of the company’s strategy.
Most welcome, there was no talk of optimization and Six Sigma. Instead business transformation through Lean plus Control plus Digital Twin was the focus of conversation.
As an example of the importance of digitization, he discussed a business that was so focused on optimization that it didn’t want to invest in digital. Then COVID came knocking. The company had been reluctant to digitize, but did it in five days when forced to when employees had to work from home. It then improved the system over the ensuing three months.
Here is another example Parris related.
The Prime Minister of India asked citizens to turn off their lights for nine minutes in a show of solidarity in the fight against COVID-19. With meticulous planning by India’s Power System Operation Corporation (POSOCO), national and state agencies, and supported by the GE Digital Grid Software team and Advanced Energy Management System (AEMS) solutions, the nation’s power grid withstood a 31- gigawatt drop and recovery.
When the request came down, POSOCO and its extended team of national and state agencies had less than 60 hours to prepare. For 1.3 billion consumers this would be a simple, yet powerful, way to unite with their fellow countrymen and the world, but it would also put tremendous stress on the nation’s power grid. A sudden decrease in demand could cause grid instability, leading to system collapse.
Due to national lockdowns associated with the pandemic, the normal daily peak demand of 160 GW had already fallen by 50 GW due to the significant reduction in demand from the commercial and industrial sectors. For the April 5 “lights out” event, POSOCO estimated a reduction in demand of 12 GW within two to four minutes. Power systems can handle gradual drops, but a sudden drop caused by lights switching off across the nation risked collapsing the world’s largest synchronous grid. Consumers would expect the power to return at full capacity at the end of the nine-minute vigil.
Preparations to meet the unprecedented reduction in load and recovery began in earnest on April 3 to create and test guidelines for reliable grid operations across POSOCO’s five regions. Hydro and gas generators, which require the least amount of time for ramp-up, were tested the morning of April 5. The Ministry of Power announced that the country’s electricity grid was robust, stable and ready to handle the demand.
At 9:00 pm on April 5, an estimated 80% of the nation’s citizens (approximately a billion people) turned off their lights and illuminated candles, lamps and flashlights in a show of national strength and unity. The resulting power drop and recovery was 31 GW – more than double the projections, but by connecting with control centers remotely, observing key parameters, and continuously monitoring system health, POSOCO was able to provide uninterrupted supply to consumers.
Given India’s strict lockdown response to COVID-19, the GE Digital teams were not able to hold in-person planning meetings, but by using GE Digital’s remote work capabilities, the team’s engineers were able to support POSOCO while working safely from their own homes.
I also received update information about GE Digital’s APM 4.4 (Asset Performance Management).
- GE Digital’s APM 4.4 uses Digital Twins, Advanced Visualizations, and improved Connectivity to help Asset and Process Intensive Companies in Power Generation, Oil & Gas and Chemical Processing Industries to Rapidly Reduce Costs while Adapting to Changing Market Conditions
- Power Generation companies using existing APM solutions enjoy availability / uptime increases of up to 20%; with O&M Cost Reduction up to millions of dollars per year
- Oil & Gas and Chemical Processing companies using APM enjoy up to 6% improvements in availability, up to 40% reductions in reactive maintenance and up to 20% reduction in costs associated with Health, Safety and Environment issues
Available both as a cloud and on-premises solution, APM allows companies in asset and process intensive industries like Oil & Gas, Chemical and Power Generation to align key technologies with critical work processes and functions across their businesses.
This release has focused on driving tighter integration across capabilities within the APM solution as well as to existing systems such as Enterprise Asset Management / Computerized Maintenance Management System (EAM/CMMS) solutions. In addition, APM focuses on automating work processes with enhancements to allow users to automate tasks and provide a more seamless experience to have the right information at the right time to make critical business decisions.
“Our software helps customers to better operate, analyze and optimize their business processes with simplicity, speed and scale,” said Linda Rae, General Manager, GE Digital Power Generation and Oil & Gas. “APM helps industrial companies to efficiently and rapidly reduce costs while adapting to changing market conditions. With more than 30 years’ experience delivering software for our partners in industry, we’re always learning how to help them rise to today’s challenges.”
The latest APM release added more than 30 new Digital Twin blueprints for Oil & Gas, Chemical, Fossil and Nuclear Power Generation as well as Mining, to its catalog of more than 300 pre-configured analytic and diagnostic models for various equipment classes and systems across industries. Built by reliability subject matter experts, the blueprints monitor asset health by detecting degradation or performance loss across the asset or system to provide a diagnostic recommendation. This significantly reduces the time to value for our customers, with built-in detection and remediation information guidance.
Several new reports are also available for predictive diagnostic users including Sensor Health Reporting and the Predictive Diagnostic Coverage report. These help users understand diagnostic coverage relative to an asset’s designed capabilities.
For Predix APM cloud customers, Advanced Visualization capabilities are being introduced to enable rich dashboarding, analysis, and reporting on APM alerts, cases, and more. Dashboards are now available through the integration of a Business Intelligence (BI) tool for additional dashboarding capabilities.
GE Digital has also announced enhancements and unlimited availability of Predix APM for European customers via its Frankfurt, Germany operations center. In partnership with Amazon Web Services (AWS), GE has made technology investments to enhance customer experience and further support GDPR regulations.
The GE Digital APM Roadmap continues to advance the state of technologies for APM as well as features and functions. APM 4.4is now generally available from GE Digital. More information can be found here.

by Gary Mintchell | Jun 14, 2019 | Industrial Computers, Internet of Things, Manufacturing IT, Technology
A mere 2.5-hour drive south on I-75 June 13 brought me to the Schneider Electric plant in Lexington, KY that manufactures load centers and other electrical devices. Schneider Electric marketing people invited me down for tours and festivities marking the unveiling of this brownfield manifestation of Smart Factory using the latest of IIoT, AR, digitalization, and other smart manufacturing principles.
Highlights:
• Schneider Electric Lexington facility is a showcase for sharing IIoT integration strategies with End Users, Machine Builders and Partners
• Lexington plant strategically integrates connected EcoStruxure solutions to enhance efficiency and provide end-to-end operational visibility throughout supply chain operations
• Smart Factory has tracked quantifiable benefits from IIoT implementation, including a 20% reduction in mean time to repair and a 90% paperwork elimination
If this plant is to demonstrate “in real time how its EcoStruxure architecture and related suite of offerings can help increase operational efficiency and reduce costs for its customers”, I asked the natural question—“What is EcoStruxure?”
I’ve heard the term for many years, but being a little slow on the uptake, I’ve never really understood what is meant. So, they set me up with an interview with Vice President Domenic Alcaro. Refreshingly, EcoStruxure is neither a platform or a product. Alcaro told me, “EcoStruxure is a phenomenal way to explain our value structure.” The foundation block consists of connected products (connectivity being a key word). The intermediary block is what they call Edge Control. However, whereas many people look at Edge and think hardware, Schneider Electric considers it basically software. Think the InduSoft HMI product, if you will. Atop the model then are apps and analytics.
Back to the plant:
In operation for more than 60 years and employing nearly 500 people, the Lexington factory is truly a showcase of modern integrated digital experience. Among the benefits realized include empowering operators to gain visibility into operations maintenance, driving a 20% reduction in mean time to repair on critical equipment, and process digitization eliminating paper work by 90%.
“We understand the value of IIoT and the positive business impact that innovation and digitization can have on our operations – particularly in our global supply chain. As a living example of how our EcoStruxure solutions deliver benefits to our customers, we are gaining those same benefits in our operation and sharing that knowledge,” said Mourad Tamoud, Executive Vice President, Global Supply Chain, Schneider Electric. “With our latest Smart Factory showcase, we are able to demonstrate this value in real-time, show the solutions at work and share the tangible benefits that we ourselves are seeing from our own IIoT investment as we accelerate our Tailored Sustainable Connected 4.0 digital transformation.”
As part of the Smart Factory program, Schneider Electric exemplifies brownfield implementation for customers who may be facing the same challenges with their existing production facilities. The team is able to offer strategies and talk through the challenges they faced to help customers exploring IIoT connected technologies overcome those same hurdles toward their modernization goals. By sharing their experience in leveraging EcoStruxure solutions, visiting customers can better understand the value of the brownfield modernization and the resulting operational efficiencies.
In this production environment, these solutions have demonstrated operational and quantifiable value since their implementation:
• EcoStruxure Augmented Operator Advisor – Delivered a 20% reduction in mean time to repair on critical equipment where it has been implemented.
• EcoStruxure Resource Advisor and Power Monitoring Expert – Delivered 3.5% YOY energy savings in the Lexington facility in addition to $6.6 Million in regional savings since 2012; sophisticated reporting capabilities and increased transparency also drive operational performance.
• AVEVA Indusoft Web Studio – Delivered powerful Edge digitization of paper processes to eliminate paper work by 90% and cloud connectivity has enabled digital dashboarding of a critical process.
• RFID OsiSense – Eliminated 128 daily fork truck miles and eliminated $500,000 in Work in Progress (WIP) inventory with a 33% first year ROI.
• AVEVA Insight Data – Unlocked and shared silos of data in a mobile manner reducing downtime in critical processes by 5% with ROI of less than 6 months.
• Magelis GTU/GTUX HMI – Provided agile operator management of the process and vivid visual of the process onsite and via mobile devices.
Among the tidbits of information I picked up on the tour include:
Extensive use of Ethernet and IP networking. Interesting in that the very first conversations I had with a Modicon VP 20 years ago concerned how Ethernet was the network of the future. In 1999 that was revolutionary thinking. Today—it’s the backbone. Hat tip to Mark Fondl.
Great use of data tracking involving RFID tags, MES software, Ethernet connectivity, and visualization that coordinates all the products and containers throughout the company-wide power-and-free conveyor system.
Oh, and a Megelis computer/HMI collecting data from sensors and passing it on uses Node-RED for programming. It’s only the second instance of Node Red I’ve seen in automation.
Finally, Schneider Electric plant management correctly combines digitalization with Lean principles enhancing their daily stand ups and feeding continuous improvement.
Impressive facility. When our politicians and east coast journalists go ripping on American manufacturing, they should be forced to take deep dives into plants like this one.
by Gary Mintchell | Jul 12, 2018 | Automation, News, Technology
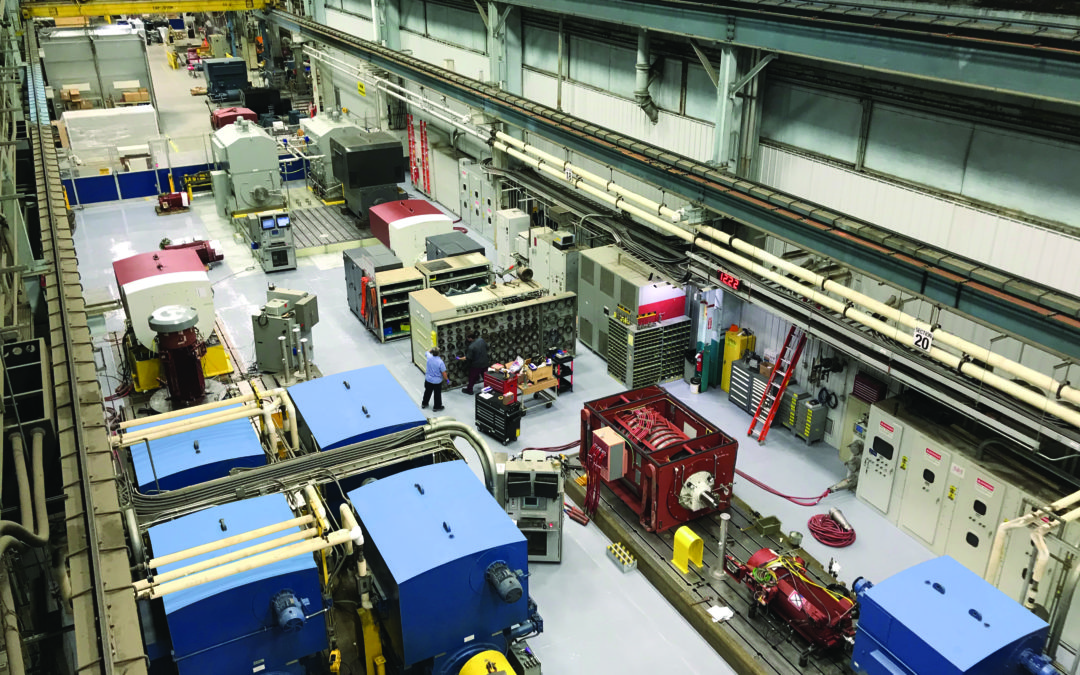
There are electric motors and then there are electric motors. On my recent trip about an hour south to the Siemens electric motor manufacturing plant in Norwood, OH (a suburb of Cincinnati) I was often thinking about the line from Crocodile Dundee when the main character pulled out that child of a sword and Bowie knife and said, “Knife? That ain’t no knife. This is a knife.” When we start talking Medium Voltage motors at greater than 10,000 HP, that’s a motor.

Note: the one in red is a motor under test. Note the size versus the size of the person.
I’ve visited the plant a time or two before but wrote the news for magazines. Only a mention on my blog. When I was there in 2012, they talked about the transformation of the plant from a traditional old-school heavy manufacturing plant to a modern, lean, clean place to work putting out quality products.
The occasion for this visit was to view results of some significant investments by Siemens in maintaining Norwood as a state-of-the-art motor manufacturing plant. There are several new machines for precision machining of large parts. The pièce de résistance however was a new test bed and “Test Center Observatory” where customers can witness the testing of their motors in comfort with a dedicated Ethernet connection so that they can continue working during downtimes in the test process. A complete test regimen can last for several hours or even longer. Some customers come from other countries. Speaking as someone with experience traveling to witness tests on my products for certification, I’d have really appreciated this facility back in the day.

Before I get to the test bed, a brief discussion of digitalization and vibration.
Siemens has developed a digitalization methodology for motors called Drive Train Analytics. They are sensoring more and more in order to monitor and analyze a more complete virtual picture of the motor. Not surprisingly, they use Siemens Mindsphere sending data to the cloud using a variety of analysis tools. Customers have access to these tools in the observatory. Actually, customers could receive a complete virtual runoff of their motor back home. But engineers being engineers, they love to see the hardware in person. So they get both.
Aside from heat, the main killer of motors is vibration. Siemens has taken steps both to reduce vibration in the motor and to reduce ambient vibrations in the test process so that more accurate readings of the motor itself.
Working with customers who provide feedback from their use cases, Siemens developed a new shaft requiring new machining techniques. Some of the advantages of the new shaft include:
- Eliminates variation due to fabrication and spider bar tolerances
- Reduces required balance weight applied during rotor balance
- Removes heat-treatment process
- Improves rotor thermal stability
- More predictable rotor lateral stiffness
- Reduces stress concentration of weldment
The News-Test Observatory
With its celebration of more than 120 years of innovation, market and product leadership, technology and quality, Siemens’ Norwood Motor Manufacturing plant recently opened a new Test Observatory.
Opened in 1898, the Norwood facility has undergone a century of change, as the process to manufacture motors and the technology behind them has improved. Norwood has stood the test of time through three industrial revolutions and is one of the longest continuously operating Siemens’ plants globally. With Industry 4.0 upon us, the mechanical motor of old is now a connected device, a valuable plant floor asset capable of providing vast amounts of data with preventative and predictive analytics to ensure more productivity, efficiency and uptime.

With the largest motor test base in North America, Siemens can combine its century of industry leadership in motor manufacturing with an enhanced customer experience. The new equipment extends Norwood’s testing range from 10,000 horsepower (HP) to 20,000 HP at frequencies from 10 Hz to 300 Hz, thus addressing the market’s increased use of variable frequency drives. The new test observatory, akin to an executive suite, allows customers to participate by observing testing through bay windows, direct cameras and mirroring computers, which display real time critical data being gathered by sensors attached to their motor.
The project, which began in 2016, required the removal of 550 tons of soil and concrete from the site, excavating a 13-foot deep hole, driving 114 pilings for stability and building a huge concrete vault to securely support a fully loaded test stand. The test stand weighs 360 tons and rests on a self-leveling air spring system designed to support 500 tons when loaded with motors and drives.
The testing equipment includes two Sinamics Perfect Harmony GH180 drives and two dynamometers. Generating power to test a 20,000 HP motor requires significant amounts of electricity, and by recycling power to the grid, the new equipment reduces power loss by 90 percent.
“At Norwood, we test every motor that we produce or repair – some 30 to 50 tests per week – and these new facilities give us the ability to conduct as many as five motor tests at a time.” said Tim Bleidorn, Manager, Manufacturing Excellence. “We expect the customer witness tests to average two to three per week and as many as 120 per year.”
In addition to the new test base and observatory, the multi-million dollar investment in Norwood also includes WFL high-precision shaft making equipment and a high-speed balancer, key for two-pole applications at higher speeds and the ability to balance a rotor at up to 12,000 rpm.
“It’s exciting and I’m proud that Siemens is investing in the North American market. We have the No. 1 market share in AboveNEMA motors right now and these new capabilities send a strong signal to our customers and competitors that we intend to maintain that position,” says Ryan Maynus, AboveNEMA Product Manager.
With more than 100 patents, the 350,000 square-foot facility is a cornerstone to Siemens AboveNEMA motors. The ISO-9001 certified plant has produced more than 150,000 high voltage motors since 1898. The Norwood plant produces horizontal AC induction motors up to 20,000 horsepower and voltage ranges from 460 to 13,200 volts. The plant also manufactures a complete line of large AC vertical motors up to 8,000 horsepower.
by Gary Mintchell | Mar 16, 2018 | Automation, Operations Management
A small group of journalists and writers trekked to the Detroit area March 12-13 to glimpse the future of Manufacturing in America sponsored by Siemens Industry and its local distributor/partner Electro-Matic. We toured the local Founders Brewery facility, visited with faculty and students of Industrial and Systems Engineering at Oakland University, and attended the annual thought leadership panel.
Food and Beverage

Founders Brewery, craft brewery founded in Grand Rapids, MI, built a smaller version of brewery/restaurant in downtown Detroit not far from Ford Field and Greektown. The automated part of the brewery and instrumentation was supplied by Siemens. We toured the brewery, had an awesome sandwich, and sampled some of the many craft beers from founders.
Education
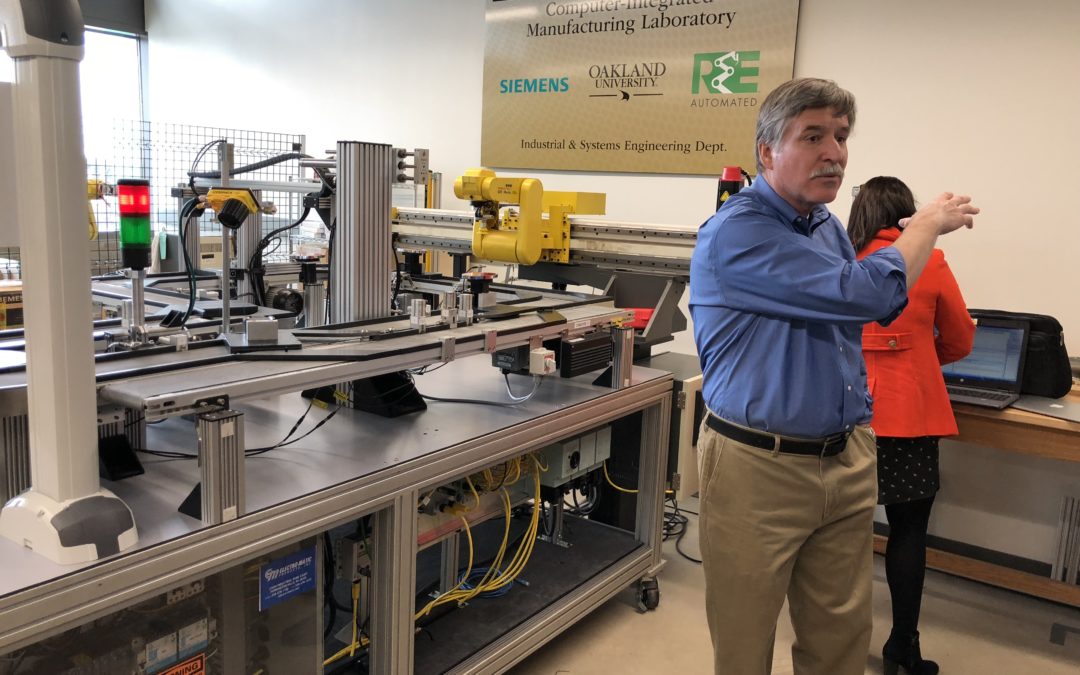
 A complete change of pace (well, maybe not as I remember my college days) took us north to Rochester, MI to Oakland University. Robert Van Til, Ph.D., Pawley Professor of Lean Studies and Chair of Industrial and Systems Engineering (ISE), introduced us to his program and several students who explained their experiences both in class and working in local factories.
A complete change of pace (well, maybe not as I remember my college days) took us north to Rochester, MI to Oakland University. Robert Van Til, Ph.D., Pawley Professor of Lean Studies and Chair of Industrial and Systems Engineering (ISE), introduced us to his program and several students who explained their experiences both in class and working in local factories.
Siemens has donated much software and equipment to the program. Students explained how they had been trained in Siemens PLM software and used the simulation application to model real-world problems. They impressed me with a maturity I doubt that I had at that age, but also with how smoothly they integrated Lean Manufacturing concepts with their factory cell simulations.

-> An important point. I hold the impression left over from some years ago that young people view manufacturing negatively—as dark, dirty, unsafe, backwards places to work. Much to the contrary, these students all viewed manufacturing as a place to use their technical training to make an impact. They see how they can contribute to an organization immediately. I guess the work we’ve done over the past 20 years to clean up our factories and apply technology are being rewarded.
Finance 4.0
Nothing beats an early morning meeting to talk finance. Actually, it’s not that bad. Before the Wednesday summit meeting, we met with the Siemens Finance team. Note: we did this last year, as well.
Siemens has identified six challenges for manufacturers on the journey to Industry 4.0. Challenge No. 2 identifies access to finance for the scale of investment over time that manufacturers need to make in digital and automated technology platforms.
The team has released a white paper, “Practical Pathways to Industry 4.0 in the USA.” This would be Finance 4.0 for Industry 4.0. Snipping one section, “Integrated Strategic Finance,” here are a few points:
- Evaluate potential sources of finance for both OPEX and CAPEX
- Consider how you’ll finance all aspects of digital transformation
- Align with strategic growth vision and technology investment
- Find financing partners with willingness and skills for this journey
- Is your CFO a ‘virtuoso’ in linking initiatives to financial outcomes
Siemens Finance has many financial instruments in place to help from brownfield upgrades to greenfield projects—and for complete equipment financing, not only Siemens equipment.
Thought Leadership Summit

Raj Batra, President of Digital Factory for Siemens Industry Inc., took the ball from MC Eddie Murray (former NFL kicker), discussing how manufacturing executives in the US are very optimistic about the near future for manufacturing. One large problem is finding talented people to fill the positions. He also discussed Siemens technology and how it is helping manufacturers, for example like adidas who in this “order the latest fashion online” world need to shrink the 18 month timeline from concept to delivery of new shoes. Siemens PLM to the rescue.

Greg LaMay, Director Global. PLM Implementation for KUKA NA, showed how his team is using Siemens PLM applications to break silos within the company to improve time to ship and customer experiences.

John Greaves, IoT, RF, and Blockchain Solutions Architect (with a portfolio like that, he could probably bring the world to an end 😉 ) at Lowry Solutions, showed how Blockchain (the technology used by Bitcoin, for example) is already used for critical supply chain applications.
Alan Beaulieau, Ph.D., Economist, and President of ITR Economics (check it out, he wrote a column for me at Automation World for several years and he’s a great speaker), gave his usual well researched and reasoned view of the economic scene. Hint: it’s better than you might think reading the newspapers or listening to TV. itreconomics.com

by Gary Mintchell | Oct 11, 2017 | Operations Management, Workforce
Companies are adopting Lean manufacturing with increasing frequency. And that is a good thing. A Lean culture is people-friendly, not to mention profit friendly. And thus the story of a GE Brilliant Factory award winning plant.
GE has around 400 manufacturing locations. It has had a contest to find the “most brilliant of the Brilliant Factory” plants in its system. I had the opportunity to interview Rob McKeel, CEO of GE Automation & Controls, whose plant in Charlottesville, VA was one of the 17 chosen from 400+.
Manufacturing Day was last Friday, but we need to continue to promote the importance of manufacturing and production throughout the year so that we can attract our fair share of the best and brightest young people into our industry.
McKeel told me the theme is digitizing Lean manufacturing. The plants are using the advantages of GE’s tools. Different plants chose different problems to tackle. The A&C factory in Charlottesville, VA was chosen as one of the “Most Brilliant of the Brilliant Factories” by meeting its goal to reduce cycles—lean out inventory turns.
The biggest challenge was changing the culture to really become Lean. The worker at the line really owns the results in Lean. Everyone around them has the function of supporting the line worker. On Gemba walks, the line leader presents the situation for that line and then asks for help. Help is given immediately.
Here’s a video that GE created about its Brilliant Factory in Charlottesville.
The second thing is to apply technology. Some technologies used included robots, augmented reality, and visualization to provide data in real time.
“We have a very different plant from 25 years ago—mostly due to tapping the energy of the people,” stated McKeel.
I asked how they went about transforming culture. He told me that first the plant manager went to Toyota to study the Toyota Production System. He took the “big” course. But everyone needs to understand. So then he had some team members took Lean training at Toyota. Then, walking the talk, showing the changes they wanted to effect. The first teams learned to react to worker problems quickly. That action and trust led to other questions. Main value is that the worker comes first, management and other team members support the worker.
Sounds to me like they used a basic method of creating trust. Without trust, you’ll never have a successful Lean implementation.
McKeel said, “We don’t have a single unproductive moment for the worker.”
A&C was awarded the GE Brilliant Factory of the Year for its leadership, people and manufacturing excellence. While four inventory turns per year has long been standard in the industry, the Charlottesville BF is pacing for 50 inventory turns in 2017 on its model product line.




