by Gary Mintchell | Nov 8, 2016 | Asset Performance Management, Internet of Things, Operations Management
Fluke has drunk the Internet of Things kool-aid. It has taken a portfolio of measurement products and technology and connected them. I’ve followed it for a few years. It has recently announced an expansion of its cloud-based monitoring platform.
Fluke Connect reliability platform now offers cloud-based condition monitoring.
Monitoring plant equipment is crucial to avoiding costly downtime, but it is often too expensive, impractical, or complicated to capture performance data from all critical assets. The latest addition to the Fluke Connect reliability platform, Fluke Condition Monitoring, solves these problems with a new system of rugged voltage, current, temperature, and power sensors that can be moved from asset to asset or left in place for continuous monitoring. With Fluke Condition Monitoring, maintenance teams get a practical, scalable system that delivers the continuous data and alarms they need to prevent equipment downtime without costly equipment retrofits or specialized training.
“Adding Condition Monitoring to Fluke Connect revolutionizes maintenance workflows,” said Paul de la Port, President, Industrial Group, Fluke Corporation. “One system now manages the entire process — from equipment inspection and monitoring to setting alarm thresholds and assigning repairs. Certain types of plant equipment have fallen outside monitoring until now; the ROI just wasn’t there to retrofit with permanent sensors. The Fluke Condition Monitoring setup is so flexible and easy to install that technicians can put it wherever they need additional eyes on their equipment. And the new sensors funnel data into the same Fluke Connect reliability platform as all of our other connected test tools. With this system, technicians collect more data and engineers analyze more data in less time, with less work.”
Fluke Condition Monitoring consists of wireless sensors and a gateway that receives signals from the sensors from up to 30 feet away and works seamlessly with trusted, award-winning Fluke technologies, such as iFlex current probes, current clamps, temperature sensors and three-phase power monitoring.
Maintenance technicians can set the system up and begin monitoring in a matter of minutes, with the sensors transmitting measurements to the cloud as frequently as one measurement per second. Equipment data and alarm notifications are viewed through the Fluke Connect platform on a smartphone or web browser.
With this addition, the Fluke Connect reliability platform now compiles measurements from both the Fluke Condition Monitoring sensors and Fluke Connect wireless tools along with a history of work orders to create a comprehensive view of equipment health. The wireless, cloud-based solution overcomes legacy system silos and IT conflicts, works on any equipment type and helps teams stay effective while monitoring issues in different locations.
“The 3500 FC Series sensors operating with Fluke’s already well-established IIoT platform, Connect, create a strong value proposition for manufacturers, which seek to benefit from IIoT insights without a rip-and-replace greenfield buy,” said Christian Renaud, Research Director of 451 Research’s Internet of Things practice. “Products that are quick and easy to install and provide simple-to-determine ROI metrics should appeal to manufacturers.” 451 Research is focused on the business of enterprise IT innovation within emerging technology segments and provides timely insight to end user, service provider, vendor and investor organizations worldwide.

by Gary Mintchell | Oct 26, 2016 | Automation, Internet of Things

Figuring out how to assemble the pieces of the Industrial Internet of Things, the Industrial Internet Consortium promotes testbeds where collaborating companies can work out proof of concept.
National Instruments, SparkCognition, and IBM are collaborating on the Condition Monitoring and Predictive Maintenance Testbed. The goal of the collaboration is to deliver interoperability among operational technology and informational technology as organizations search for better methods to manage and extend the life of aging assets in heavy machinery, power generation, process manufacturing and a variety of other industrial sectors.
In a new age of Big Analog Data solutions, users can take advantage of machine learning to harness value from information. They can collect raw data and derive insights to improve operations, equipment and processes. Users can also realize huge cost savings and competitive advantages as artificial intelligence-driven prognostics warn of component failures before they occur, identify suboptimal operating conditions and assist with root-cause analysis.
NI’s open, software-centric platform creates the foundation of the Condition Monitoring and Predictive Maintenance Testbed, which delivers on the opportunities present in machine learning. Customers can apply SparkCognition’s cognitive analytics to proactively avoid unplanned equipment fatigue and failure of critical assets; thus, enhancing system capabilities by gaining advanced insights into equipment health and remediation solutions. These capabilities help increase operational efficiencies and safety, and decrease maintenance costs.
“With IIoT technologies driving vast sensorization of industrial equipment, and massive amounts of data being collected on those assets, the collaboration between NI and SparkCognition powers the complex and intelligent processing of information to produce valuable insights,” said Stuart Gillen, director of business development at SparkCognition.
“We are excited that our platform can acquire the data and extract the features to drive SparkCognition analytics for IIoT solutions,” said Jamie Smith, director of embedded systems at NI. “Combined with existing technologies in the testbed, the addition of SparkCognition presents new ways to help automate the process of turning sensor data into business insight.”
With this software-defined approach, viewing, managing and refining a broad range of assets stands in direct contrast to the traditional, fixed-functionality methods of the past, which often take too much time, rely on hard-to-find talent and require custom model building for each type of asset.
by Gary Mintchell | Jan 18, 2016 | Asset Performance Management, Automation, Internet of Things, Manufacturing IT, Networking, Operations Management, Technology
 Predictive maintenance benefits more from implementation of the Internet of Things than perhaps any other function at this early stage of wide-spread adoption.
Predictive maintenance benefits more from implementation of the Internet of Things than perhaps any other function at this early stage of wide-spread adoption.
I have written on this topic several times over the past couple of years.
Predictive Condition-Based Maintenance
IoT Testbed For Condition Monitoring To Predictive Maintenance
Use Of Internet of Things Enhances Preventive Maintenance
10 Myths About Predictive Analytics (SAP)
A foulup at Starbucks, Preventive Maintenance Prevents Production
Cloud Platforms For Internet of Things
Predictive or Condition-Based
The asset management community has not made it easy for us generalists with its terminology and definitions. Searching for predictive maintenance (PdM) often serves up results for condition-based maintenance. I am not going to attempt a final definition, but I found something that made sense on the OSIsoft Website. “PdM defines methods to predict or diagnose problems in a piece of equipment based on trending of test results. These methods use non-intrusive testing techniques to measure and compute equipment performance trends.”
Condition-based maintenance (CBM) is a methodology that combines predictive and preventive maintenance with real-time monitoring. PdM uses CBM systems to detect fault sources well in advance of failure, making maintenance a proactive process. CBM accurately detects the current state of mechanical systems and predicts the systems’ ability to perform without failure.
Business Risk
The Aberdeen Group, Report: Building the Business Case for the Executive, December 2013, found that 40 percent of 149 manufacturing executives identified failure of critical assets as the top risk they face.
How do we mitigate this risk? Predictive maintenance and condition-based maintenance are methodologies that help. One thing that makes these strategies work is data. With sufficient data along with a model of the asset’s condition at operational efficiency, reliability engineers can begin to predict failures before they happen.
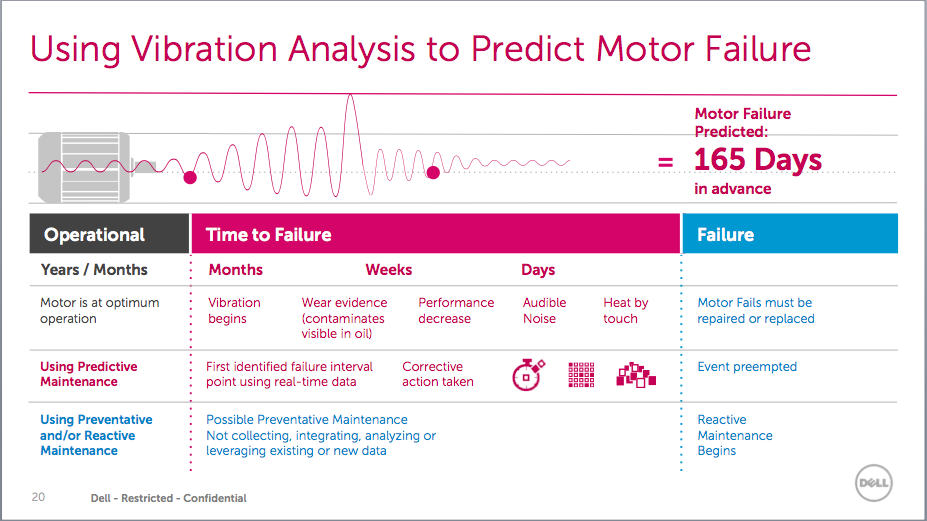
Just like your car, productive assets pick the worst time to fail. This unplanned downtime is exceedingly expensive. Using predictive technologies, managers can plan for shutdowns at an appropriate time. The right parts can be on hand, labor lined up, production schedules adjusted, all because everything can be planned.
I’ve been talking with Dell often since October when I attended Dell World and it unveiled its Internet of Things initiative.
The interesting thing about Dell compared to almost everyone else I cover is that they approach the IT/OT convergence issue from the IT side rather than the OT side.
Dell’s first IoT product is something I think we’ll see more of–analytics at the edge combined with gateway technology that can bring disparate sources of data together, massage them, send them off to the cloud for further analytics, storage, and visualization. Dell’s current partners are SAP for predictive maintenance and Statistica for analytics.
Expect to see more of these partnerships evolve. In some cases, such as PTC, we are seeing acquisitions to add IoT capability. On the other hand, larger companies who do not have enough in common overall to merge will forge partnerships to offer complete solutions to customers.
We see some of this through the rise of Industrial Internet and IP organizations.
Collecting, moving, analyzing, and displaying data is becoming a big and important business. Customer executives will come to appreciate the work as their companies gain efficiency–and profits.

by Gary Mintchell | Oct 16, 2015 | Asset Performance Management, Automation, News, Operations Management, Process Control, Security, Technology, Wireless
This is another long post—and it is a summary—running through many of the new products introduced to the press and analysts durning Emerson Exchange 2015. If any of these whet your appetite, visit the Emerson Process Website for more information.
Another place to catch up on happenings at the conference is Jim Cahill’s Emerson Process Experts blog. He also has been introducing readers to highlighted sessions.
Machinery protection
CSI 6500 ATG protection system, a stand-alone machinery protection solution that allows users to cost-effectively introduce prediction monitoring of critical assets from the same system. Predictive intelligence is a key component to increasing availability and improving the reliability of plant assets.
These multi-functional cards can be easily reconfigured for a wide range of measurements, including the impacting or peak-to-peak data used in Emerson’s unique PeakVue technology. In addition to monitoring the start-up and coastdown of critical turbo machinery for safe operation, users will be able to utilize PeakVue technology to identify the earliest indications of developing faults in gearboxes and bearings.
With the CSI 6500 ATG, it is no longer necessary to return to the control room or open cabinets in the field to view or analyze data. The CSI 6500 ATG can be networked over wired or wireless Ethernet to deliver asset health information to authorized users through a PC or phone application.
To facilitate easy system integration with third party systems, CSI 6500 ATG is the first protection system to include a secure embedded OPC UA server.
Gas ultrasonic flow meter
A new Daniel gas ultrasonic flow meter platform elevates its well-proven British Gas design by providing two meters and transmitters in a single body to help natural gas operators and pipelines improve reliability and efficiency. Designed to maximize capital budgets by permitting two completely independent measurements with the installation of just a single flowmeter, the new 3415 (four-path + one-path) and 3416 (four-path + two-path) gas ultrasonic flow meters combine a four-path fiscal meter with an additional check meter, while the new 3417 (four-path + four-path) meter provides two fiscal meters for full redundancy and equal accuracy within one meter body. This two-in-one redundant design delivers continuous on-line verification of custody transfer measurement integrity, device health and process conditions, and improves fiscal metering confidence while ensuring regulatory compliance.
Both Daniel 3415 and 3416 gas ultrasonic meters measure flow using four horizontal chordal paths in addition to a reflective path dedicated to verification of the primary measurement, enabling improved metering insight, more informed decision making and simplified flow meter verification. For enhanced immunity to pipe wall contamination, the 3416 meter is equipped with an additional vertical reflective path to detect liquid or very thin layers of contamination at the bottom of the meter that otherwise remain completely hidden in a direct-path meter design. This allows reliable monitoring of process changes before they affect measurement, thus reducing calibration frequency and enabling maintenance to be condition-based instead of calendar-based.
Electric actuator control
DCMlink Software, a unified electric actuator control, monitoring and diagnostics platform, will allow, for the first time, Emerson customers to diagnose, configure, and monitor all electric actuators from a central location independent of protocol, actuator or host system. The software extends the useful life of field assets by providing actuator data gathering, condition monitoring, events log and prioritization of actuator alarms in a unified and consistent user interface. Actuator configuration includes custom characterization, as well as the ability to import and export historical configuration profiles.
Whether it is viewing value torque profile, live trending data or actionable alarms straight from the actuator, plant operators will be able to access detailed monitoring and diagnostics data, allowing them to take action before a fault occurs. DCMlink offers advanced control and diagnostics, including torque profile curves, initiating partial stroke test or emergency shut down and alarms in NE-107 format. Current communications support included Modbus, TCP-IP, and Bluetooth.
DeltaV v13
Version 13 (v13) of the DeltaV distributed control system (DCS) new features focus on integration, advanced alarm management, and security with an overarching design that improves ease of use and minimizes the need for specialized expertise.
DeltaV v13 delivers technologies to bring sources together for easy operator access and use. These technologies include an Ethernet I/O card (EIOC) for integrating Ethernet-based subsystems and devices, including a direct interface with smart motor control centers and substations. It improves the factory acceptance testing (FAT) experience by providing enhanced safety instrumented system simulation capabilities and easy-to-use virtualization environment.
The new DeltaV Alarm Mosaic has an intuitive alarm display that enables operators to more quickly identify, analyze, and respond correctly to the root cause of an abnormal process condition. The new release also provides trend display optimizations for better visibility of process changes.
SCADA
OpenEnterprise v3.2 release adds a native interface to the AMS Device Manager asset management software, enabling users to remotely manage and maintain HART and WirelessHART devices in wide-area SCADA networks.
OpenEnterprise v3.2 together with AMS Device Manager allows asset owners to extend the reach of their predictive maintenance capability out to their remote assets, providing a powerful and proactive method of diagnosing potential device problems remotely. This results in reduced trips to the field and helps to avoid unplanned process shutdowns, improving safety, reliability, and profitability.
The native interface of OpenEnterprise v3.2 to AMS Device Manager enables the collection of wired and wireless HART digital device data over low bandwidth wide-area SCADA networks from Emerson ROC, FloBoss, and ControlWave RTUs without adding the additional complexity and expense of external HART multiplexers. Support for AMS Device Manager SNAP-ON applications, OpenEnterprise SCADA server redundancy, multiple deployment options, and data collection for up to 10,000 HART devices ensures flexibility and scalability for a wide range of remote oil and gas applications.
Machinery health in PowerGen
Emerson now offers its power generation and water/wastewater industry customers native machinery health monitoring and protection capability within the Ovation distributed control system.
Ovation Machinery Health Monitor leverages the Ovation platform through a high-performance I/O module dedicated to machinery health functions. Simply install by inserting the module into a spare I/O slot.
With the Ovation Machinery Health Monitor, operators receive alerts from a single set of common plant HMIs and no longer need to manually check machinery functions through a separate system.
The Ovation Machinery Health Monitor also reduces the risk of cyber attack by eliminating links to standalone systems and isolating process information – all of which can help facilities meet NERC CIP and other security regulations.
Silica sensing
Costly damage to turbine blades caused by silica deposition can occur due to a poorly monitored steam purity program. The new Rosemount 2056 Silica Analyzer provides continuous accurate measurements of silica in process streams with a range of 0.5 ppb to 5000 ppb. The 2056’s usability features make it one of the easiest -to-use and high performing analyzers.
Harsh duty pressure sensing
Rosemount 3051S Thermal Range Expander with new UltraTherm 805 oil fill fluid enables pressure measurements by direct-mounting a diaphragm seal system to processes that reach up to 410°C (770°F) without requiring the challenging impulse piping or heat tracing used in traditional connection technology. In applications where ambient temperatures drop below ideal operating conditions, system response time becomes slow, resulting in delayed process pressure readings. Traditionally, this problem is solved by using heat tracing which is costly, maintenance intensive, and difficult to install. By using the new thermal range expander dual fill fluid seal, the Rosemount 3051S can reliably measure pressure at extremely high process and low ambient temperatures.
The Rosemount 3051S Electronic Remote Sensors (ERS) System now has safety certification. The ERS System calculates differential pressure through a digital architecture — and is now suitable for SIL 2 and 3 applications.
Rosemount 3051S High Static Differential Pressure Transmitter provides reliable flow measurement in high pressure applications with capabilities up to 15,000 psi (1034 bar). The transmitter’s SuperModule platform and coplanar design reduce potential leak points by 50 percent compared to traditional designs, ensuring the highest differential pressure measurement accuracy, field reliability and safety.
Corrosion monitoring
The Roxar Corrosion Monitoring system, consisting of wireless-based probes, will provide refineries with flexible, responsive, integrated and highly accurate corrosion monitoring.
Combined with the Emerson’s non-intrusive Field Signature Method (FSM) technology, a non-intrusive system for monitoring internal corrosion at the pipewall, refinery operators will be able to access more comprehensive corrosion information and corrosion rates, leading to improved operator insight and control over assets.
The system will also help identify and track opportunity/high TAN crudes and their corrosive elements. Such crudes are less expensive but more corrosive than others with the new system enabling the maximum amount of such crudes to be blended into the mix without increasing corrosion risk.
Wireless pressure gauge
Emerson Process Management has introduced the industry’s first WirelessHART pressure gauge. The Rosemount Wireless Pressure Gauge enables remote collection of field data.
The Wireless Pressure Gauge eliminates mechanical gauge common weak points by removing the components that inhibit the device from reporting/displaying pressure and providing up to a 10-year life, which reduces maintenance cost and time. The large 4.5-inch gauge face provides easy field visibility.
by Gary Mintchell | Jul 24, 2015 | Asset Performance Management, Automation, Data Management, Industrial Computers, Internet of Things, Operations Management, Technology
 Representatives of National Instruments (NI) and IBM recently discussed their collaboration on a test bed demonstrating the possibilities for using Internet of Things (IoT) technologies for taking companies from Condition Monitoring to Predictive Maintenance.
Representatives of National Instruments (NI) and IBM recently discussed their collaboration on a test bed demonstrating the possibilities for using Internet of Things (IoT) technologies for taking companies from Condition Monitoring to Predictive Maintenance.
Chris O’Connor, IBM General Manager of IoT who works with divisions such as Maximo told me this is a new business unit that is built around IoT. There are about 6,000 clients. The explosion of data coming from devices means that industry must change from data centers to IoT. “For us, this entails the analysis of sensors information, aggregating the information, then constructing lifecycles. This will help world adopt IoT.”
The collaboration from condition monitoring and analytics changes questions manufacturers can answer such as, can I gain competitive advantage, can I offer better warranty, change frequency of maintenance.
Jamie Smith, NI’s Director of Embedded Systems, said the test bed project will roll out in multiple phases. It demonstrates the interoperability between two industry leaders including edge computing capability from NI to IBM’s cloud technology and analytics. Therefore, users can progress from condition monitoring to predictive maintenance.
The test bed consists of a motor and a couple of fans. Various failure modes are introduced. The first go consists of NI CompactRIO communicating via MQTT to IBM. Now that the proof has been completed, other companies in the Industrial Internet Consortium have been invited to join the collaboration. “All they need to do is contribute time and resources to it,” added Smith.
The next step according to Smith is insuring that it’s end to end secure. They are working with IIC to do security assessment. They will then look at more robust assets—most likely power generation assets—hoping to work with someone with large turbines or pumps to continue to demonstrate the technology and benefits.
Following is a description from the statement on the Web.
The Condition Monitoring and Predictive Maintenance Testbed (CM/PM) will demonstrate the value and benefits of continuously monitoring industrial equipment to detect early signs of performance degradation or failure. CM/PM will also use modern analytical technologies to allow organizations to not only detect problems but proactively recommend actions for operations and maintenance personnel to correct the problem.
Condition Monitoring (CM) is the use of sensors in equipment to gather data and enable users to centrally monitor the data in real-time. Predictive Maintenance (PM) applies analytical models and rules against the data to proactively predict an impending issue; then deliver recommendations to operations, maintenance and IT departments to address the issue.
These capabilities enable new ways to monitor the operation of the equipment – such as turbines and generators – and processes and to adopt proactive maintenance and repair procedures rather than fixed schedule-based procedures, potentially saving money on maintenance and repair, and saving cost and lost productivity of downtime caused by equipment failures.
Furthermore, combining sensor data from multiple pieces of equipment and/or multiple processes can provide deeper insight into the overall impact of faulty or sub-optimal equipment, allowing organizations to identify and resolve problems before they impact operations and improve the quality and efficiency of industrial processes.
Through this testbed, the testbed leaders IBM and National Instruments will explore the application of a variety of analytics technologies for condition monitoring and predictive maintenance. The testbed application will initially be deployed to a power plant facility where performance and progress will be reported on, additional energy equipment will be added and new models will be developed. It will then be expanded to adjacent, as yet to be determined, industries.





