by Gary Mintchell | Jun 24, 2020 | Automation, Events, News
Continuing coverage of this week’s Honeywell Process Virtual Technical Experience.
[Note: You can have these posts sent to you via email simply by signing up at the appropriate link. There is normally one post per day, however covering two conferences and a couple of press conferences this week necessitates a little extra coverage.]
Continuing the theme of “remote” and also support and services, Honeywell Process Solutions announced this week Enabled Services program powered by Honeywell Forge. This automation lifecycle services offering focuses on ensuring Industrial Control System (ICS) health, reliability and compliance.
In brief:
- End-to-end solution enables remote preventive maintenance and support
- Plant operators can reduce number of incidents per year by 40% and improve total cost of ownership
“Honeywell developed the Enabled Services program as a subscription-based service for ICS users dealing with increasing system complexity, an aging industrial workforce and the constraints imposed on plant operations by global health concerns,” said Mark Dean, director of offering management, Honeywell Process Solutions. “Through this Enabled Services offering, Honeywell’s experts can conduct rapid analysis and make fast recommendations to solve the issues and be onsite only when necessary. Honeywell has created a powerful tool for customers to significantly improve maintenance efficiency and redirect expensive resources to high priority corrective maintenance.”
Honeywell estimates it’s Enabled Services solution can deliver increased value by reducing the number of incidents per year by 40%, with a net decrease in total cost of ownership of 15%. These capabilities not only help improve system health, performance and compliance, but also allow customers to redirect existing high skill resources to use more time to work on systems improvements and to focus on their core business.
Based on Honeywell’s step-change Lifecycle Solutions & Services delivery model, which responds to customer-driven feedback from around the world, the Enabled Services solution is designed around three key pillars:
- System health and performance – in other words, what is going wrong in the plant
- System compliance — why it is going wrong
- Prescriptive maintenance and remediation – how the issues can be resolved.
Honeywell’s program uses intuitive and consistent dashboards powered by Honeywell Forge technology, which provides users with real-time intelligence to enable peak performance. It also employs remote connection and/or local data collection, predictive and diagnostic tools, and global resource centers – all to support improved operational and business performance.
Enabled Services remote support capabilities were specifically developed with security in mind. The services employ protected network connections built on industry recognized standards, such as IEC 62443, to transfer data from the customer’s site to Honeywell’s global resource centers.
Through its proactive approach, Enabled Services offer improved efficiencies compared with ad hoc maintenance regimens, homegrown solutions that compromise migration readiness, and/or delaying service and repairs until assets fail. This comprehensive solution can help company executives, plant managers and control engineers to:
- Understand and improve operational effectiveness and risk profiles
- Leverage operational benefits from systems, applications and people
- Focus efforts on core competencies by deploying suitably skilled resources
- Improve the health, security and stability of control assets
Honeywell’s Enabled Services offering includes two levels of support to meet diverse customer requirements. Enabled Services Enhanced employs fully connected systems and offers continuous insights on system health, performance and compliance with actionable recommendations. Enabled Services Essential is intended for a non-connected system and offers less frequent updates.
by Gary Mintchell | Mar 27, 2018 | Automation, Internet of Things, Wireless
by Gary Mintchell | Jan 18, 2016 | Asset Performance Management, Automation, Internet of Things, Manufacturing IT, Networking, Operations Management, Technology
 Predictive maintenance benefits more from implementation of the Internet of Things than perhaps any other function at this early stage of wide-spread adoption.
Predictive maintenance benefits more from implementation of the Internet of Things than perhaps any other function at this early stage of wide-spread adoption.
I have written on this topic several times over the past couple of years.
Predictive Condition-Based Maintenance
IoT Testbed For Condition Monitoring To Predictive Maintenance
Use Of Internet of Things Enhances Preventive Maintenance
10 Myths About Predictive Analytics (SAP)
A foulup at Starbucks, Preventive Maintenance Prevents Production
Cloud Platforms For Internet of Things
Predictive or Condition-Based
The asset management community has not made it easy for us generalists with its terminology and definitions. Searching for predictive maintenance (PdM) often serves up results for condition-based maintenance. I am not going to attempt a final definition, but I found something that made sense on the OSIsoft Website. “PdM defines methods to predict or diagnose problems in a piece of equipment based on trending of test results. These methods use non-intrusive testing techniques to measure and compute equipment performance trends.”
Condition-based maintenance (CBM) is a methodology that combines predictive and preventive maintenance with real-time monitoring. PdM uses CBM systems to detect fault sources well in advance of failure, making maintenance a proactive process. CBM accurately detects the current state of mechanical systems and predicts the systems’ ability to perform without failure.
Business Risk
The Aberdeen Group, Report: Building the Business Case for the Executive, December 2013, found that 40 percent of 149 manufacturing executives identified failure of critical assets as the top risk they face.
How do we mitigate this risk? Predictive maintenance and condition-based maintenance are methodologies that help. One thing that makes these strategies work is data. With sufficient data along with a model of the asset’s condition at operational efficiency, reliability engineers can begin to predict failures before they happen.
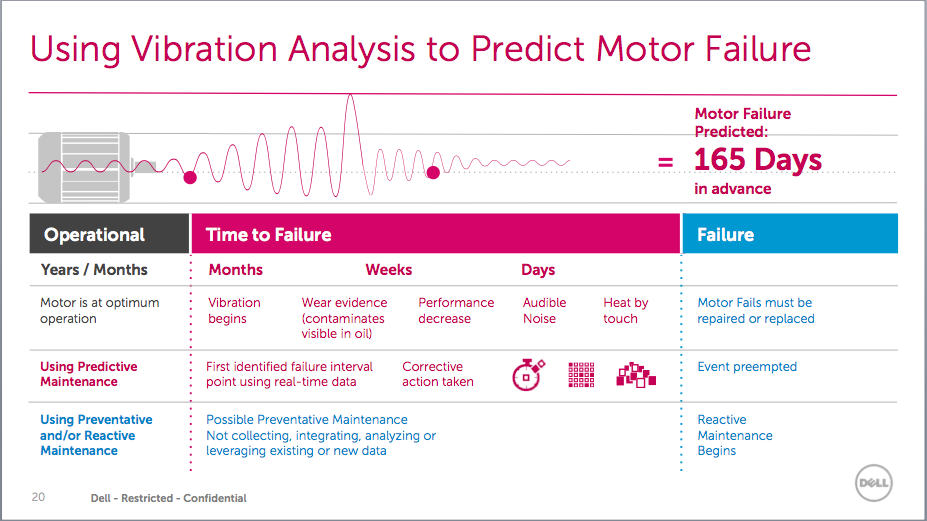
Just like your car, productive assets pick the worst time to fail. This unplanned downtime is exceedingly expensive. Using predictive technologies, managers can plan for shutdowns at an appropriate time. The right parts can be on hand, labor lined up, production schedules adjusted, all because everything can be planned.
I’ve been talking with Dell often since October when I attended Dell World and it unveiled its Internet of Things initiative.
The interesting thing about Dell compared to almost everyone else I cover is that they approach the IT/OT convergence issue from the IT side rather than the OT side.
Dell’s first IoT product is something I think we’ll see more of–analytics at the edge combined with gateway technology that can bring disparate sources of data together, massage them, send them off to the cloud for further analytics, storage, and visualization. Dell’s current partners are SAP for predictive maintenance and Statistica for analytics.
Expect to see more of these partnerships evolve. In some cases, such as PTC, we are seeing acquisitions to add IoT capability. On the other hand, larger companies who do not have enough in common overall to merge will forge partnerships to offer complete solutions to customers.
We see some of this through the rise of Industrial Internet and IP organizations.
Collecting, moving, analyzing, and displaying data is becoming a big and important business. Customer executives will come to appreciate the work as their companies gain efficiency–and profits.

by Gary Mintchell | Aug 19, 2015 | Internet of Things, Operations Management, Technology
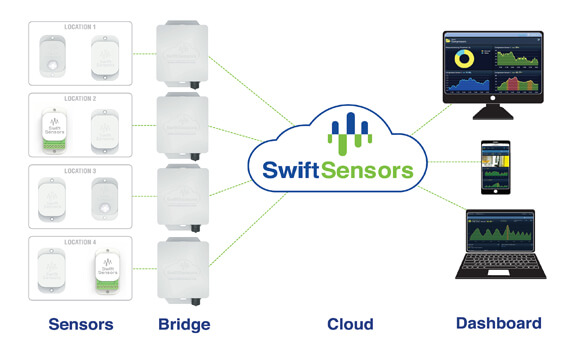
The various parts of the Industrial Internet of Things ecosystem—smart devices, networks, databases, cloud, mobile HMI—really so help manufacturing and production operations, maintenance, and engineering perform better.
Fluke has made strategic acquisitions over the past several years that enhances its technology portfolio. It has brought together many of these technologies to make the IIoT useful. In the case of this new product, enhancing preventive maintenance.
Unplanned downtime due to equipment failure can cost manufacturers up to three percent of their revenue, according the U.S. Federal Energy Management Program. Manual methods of tracking equipment health to predict failures are time consuming and prone to errors and incomplete data, while existing computerized maintenance management systems can be costly and complex and often require significant IT resources to implement.
Fluke Connect Assets changes the way equipment maintenance is documented, reported, and managed.
Fluke Connect Assets is a cloud-based wireless system of software and test tools that gives maintenance managers a comprehensive view of all critical equipment — including baseline, historical, and current test tool measurement data, current status, and past inspection data — enabling them to set up and sustain a preventive maintenance (PM) or condition-based maintenance (CBM) system easily with minimal investment.
It features wireless one-step measurement transfer from more than 30 Fluke Connect wireless test tools, eliminating manual recording of measurements so maintenance managers can be more confident that the equipment history is accurate.
The system’s features allow maintenance managers to analyze multiple types of predictive data (for example, electrical, vibration, infrared images) all in one program, side by side, in a visual format that enables easy scanning. In fact, it’s the first software that allows you to compare multiple measurement types in one system, making it easy to see correlations and spot problems. This intuitive display of multiple measurements enhances the productive use of data and the ability to identify a problem, since each measurement type tests a different aspect of equipment health and together they present a more complete picture.
Key features of Fluke Connect Assets include:
- Asset Health dashboard — is a hierarchy based overview of the status of all assets over time, with drill-downs to the individual asset record for more details. This permits managers to identify anomalies or correlations across equipment.
- Asset Analysis – is a record for each piece of equipment that is the single source for all of its maintenance information. Managers and technicians can trend and compare thermal, electrical and vibration data over time for each piece of equipment in order to make optimal repair and replacement decisions.
- Asset Status dashboard — allows managers to quickly scan the most recent status updates for key assets so they can better monitor team and equipment activity.
Entire maintenance teams can capture and share data via their smartphones regardless of their location using AutoRecord measurements to automatically record measurements from Fluke Connect wireless test tools, upload the data to Fluke Cloud storage and then assign it to a specific asset for sharing and analysis. Technicians can collaborate with their colleagues to discuss problems while sharing data and images in real time with ShareLive video calls, speeding up problem solving, decision-making and approvals.
With the Fluke Connect Assets system, maintenance managers and technicians generate more reliable data to make informed decisions about equipment health, reducing unexpected equipment downtime, improving costs, and enhancing the efficiency of their teams.
by Gary Mintchell | Mar 19, 2015 | Automation, Commentary, Internet of Things, News, Operations Management, Technology
A blog on the HP site by Christian Verstraete offers yet another opinion on Industry 4.0. However, he never really talks about Industry 4.0. Instead, he discusses the Internet of Things. Even though this is not “mainstream media,” it is still an example of sloppy thinking.
Beware of Industry 4.0 Misinformation
Verstraete first off confuses two terms. He never really touches on what Industry 4.0 is–including digital manufacturing, cyber physical systems, or, indeed, manufacturing. While making a couple of aside comments about manufacturing, he really only talks about the consumer side of the equation.
He links it directly to the Internet of Things–catering specifically to the usage of the internet of things in industries.
“Let’s start with the fact that companies increasingly cooperate in product development, across their supply chain and in their maintenance operations. Then, let’s look at where the Internet of Things can actually help enterprises deliver better products, cheaper and faster while maintaining or improving quality levels and services.”
He continues, “So, collecting market research as well as user data and then making it available to the developers would really help them defining the next generation product. But given market concerns about privacy, your data collection approach should be thought through very carefully.”
From a manufacturing point of view, this is one of the two promises of machine-to-machine (M2M) theory. An OEM, for example, could monitor its machine in the customer’s plant for both providing maintenance service and for collecting data on machine performance and component performance for the purpose of improving its product.
“An Industry 4.0 example would then be that you, as part of the product development process, desire user data, but you are not interested in the individual. You will need to demonstrate to customers that the information gathered is anonymous and there is no way for anybody receiving the information, legally or illegally to trace it back to the end-user.”
He misses an opportunity to inform his readers about the “industry” in Industry 4.0. Here he once again uses consumer point of view:
He then progresses to “maintenance operations.” I’m not sure if he is confusing maintenance and operations or simply referring to maintenance. But he misses a great opportunity to discuss the value of predictive maintenance or condition-based maintenance.
“Whether we talk about maintenance operations within the production environment or services to maintain equipment at the customer site, the problem remains the same. When is an intervention required? Typically we have two approaches. Either regular preventive maintenance (for example yearly) or maintenance triggered by usage (typical in the car industry), it always happens before the fact and does not take into account the actual status of the equipment.”
Let’s all press people to define terms and resist just mixing up all the terms and then running with a half-baked idea. There is the Internet of Things. There is Industry 4.0 (of which you have probably heard much). There is Smart Manufacturing (of which you have probably only heard of here–and you most likely won’t any longer because I have been removed from the formation group).
As the technologies evolve and engineers begin to implement, manufacturing efficiency and profitability should be experiencing a step change improvement.





