While at the Hannover Messe Preview last week in Germany, I talked with the representatives of a German consortium with the interesting name of “it’s OWL”. Following are some thoughts from the various organizations that compose the consortium.
Intelligent production and new business models
Artificial Intelligence is of crucial importance for the competitiveness of industry. In the Leading-Edge Cluster it’s OWL six research institutes cooperate with more than 100 companies to develop practical solutions for small and medium-sized businesses. At the OWL joint stand (Hall 7, A12) over 40 exhibitors will demonstrate applications in the areas of machine diagnostics, predictive maintenance, process optimization, and robotics.
Prof. Dr. Roman Dumitrescu (Managing Director it’s OWL Clustermanagement GmbH and Director Fraunhofer IEM) explains: “Our research institutes are international leaders in the fields of machine learning, cognitive assistance systems and systems engineering. At our four universities and two Fraunhofer Institutes, 350 researchers are working on over 100 projects to make Artificial Intelligence usable for applications in industrial value creation. With it’s OWL, we bring this expert knowledge into practice. In 2020, we will launch three new strategic initiatives worth 50 million € to unlock the potential for AI in production, product development and the working world for small and medium-sized enterprises.”
In the initiative ‘AI Marketplace’ 20, research institutes and companies are developing a digital platform for Artificial Intelligence in product development. Providers, users, and experts can network and develop solutions on this platform. In the competence centre ‘AI in the working world of industrial SMEs’, 25 partners from industry and science make their knowledge of work structuring in the context of AI available to companies.
Learning machine diagnostics and ‘SmartBox’ for process optimization
The Institute for Industrial Information Technology at the OWL University of Applied Sciences and Arts will present new results for intelligent machine diagnostics at the trade fair. Using a three-phase motor, it will be illustrated how learning algorithms and information fusion can be used to reliably identify, predict, and visualize states of technical systems. Patterns and information hidden in time series signals are learned and presented to the user in an understandable way. Inaccuracies and uncertainties in individual sensors are solved by conflict-reducing information fusion. For example, motors can be used as sensors. Within a network of sensors and other data sources in production plants, motors can measure the “state of health” and analyze the causes of malfunctions via AI. This reduces scrap and saves up to 20 percent in materials.
The ‘SmartBox’ of the Fraunhofer Institute IOSB-INA is a universally applicable solution that identifies anomalies in processes in various production environments on the basis of PROFI-NET data. The solution requires no configuration and learns the process behavior.
With retrofitting solutions of the Fraunhofer Institute, companies can prepare machines and systems in their inventory for Industrie 4.0 applications without major investment expenditure. The spectrum ranges from mobile production data acquisition systems in suitcase format for studies of potential to permanently installable retrofit solutions. Intelligent sensor systems, cloud connections and machine learning methods build the basis for data analysis. This way, processes can be optimised and more transparency, control, planning, safety, and flexibility in production can be achieved.
Cognitive robotics and self-healing in autonomous systems
The Institute of Cognition and Robotics (CoR-Lab) presents a cognitive robotics system for highly flexible industrial production. The potential of model-driven software and system development for cognitive robotics is demonstrated by using the example of automated terminal assembly in switch cabinet construction. For this purpose, machine learning methods for environ- mental perception and object recognition, automated planning algorithms and model-based motion control are integrated into a robotic system. The cell operator is thereby enabled to perform different assembly tasks using reusable and combinable task blocks.
The research project “AI for Autonomous Systems” of the Software Innovation Campus Paderborn aims at achieving self-healing properties of autonomous technical systems based on the principles of natural immune systems. For this purpose, anomalies must be detected at runtime and the underlying causes must be independently diagnosed. Based on the localization it is necessary to plan and implement behavioral adjustments to restore the function. In addition, the security of the systems must be guaranteed at all times and system reliability must be increased. This requires a combination of methods of artificial intelligence, machine learning and biologically inspired algorithms.
Predictive maintenance and digital twin
Within the framework of the ‘BOOST 4.0’ project, the largest European initiative for Big Data in industry, it’s OWL is working with 50 partners from 16 countries on various application scenarios for Big Data in production. it’s OWL focuses on predictive maintenance: thanks to the systematic collection and evaluation of machine data from a hydraulic press and a material conveyor system, it is possible to identify patterns in the production process in a pilot company. The Fraunhofer IEM has provided the technological and methodological basis. And successfully so: over the past two years the prediction of machine failures has been significantly improved in this specific application by means of machine learning methods. The Mean Time To Repair (MTTR) has already been reduced by more than 30 percent. The Mean Time Between Failures (MTBF) is now six times longer than before. A model of the predictive production line can be seen at the stand.
The digital twin is an important prerequisite for increasing the potential for efficiency and productivity in all phases of the machine life cycle. Companies and research institutes are working on the technical infrastructure for digital twins in an it’s OWL project. Digital descriptions and sub-models of machines, products and equipment as well as their interaction over the entire life cycle are now accessible thanks to interoperability. Requirements from the fields of energy and production technology as well as existing Industrie 4.0 standards and IT systems are taken into account. This is expected to result in potential savings of over 50 percent. At the joint stand, Lenze and Phoenix Contact will use typical machine modules to demonstrate how digital twins can be used to exchange information between components, machines, visualisations and digital services across manufacturers. Interoperability proves for the first time how the combination of data can be used to create useful information with added value for different user groups. For example, machine operators and maintenance staff can detect anomalies and receive instructions for troubleshooting.
Connect and get started – production optimization made easy
The cooperation in the Leading-Edge Cluster gives rise to new business ideas that are developed into successful start-ups. For example, Prodaso—a spin-off from Bielefeld University of Applied Sciences—has developed a simple and quickly implementable solution for the acquisition and visualization of machine and production data. The hardware can be connected to a machine in a few minutes via plug-and-play. The machine data is displayed directly in the cloud.
Prodaso has succeeded in solving a central challenge: Until now, networking machines from different manufacturers have been complex and costly. The Prodaso system can be retrofitted to all existing systems, independent of manufacturer and interface. In addition, the start- up also provides automated analysis and optimization tools. This enables companies to detect irregularities and deviations in the process flow at an early stage and to initiate appropriate measures. The company, founded in 2019, has already connected approximately 100 machines at companies in the manufacturing industry.
Just before Thanksgiving, I had the opportunity to talk with Adrian Lloyd, CEO of Interact Analysis. Interact is a new market research and intelligence company composed of industry veterans of other firms. The company researchers perform many more interviews than the industry norm combining with deep regional manufacturing data in order to achieve better and more granular results.
Company CEOs provided insight to me years ago about the accuracy (or lack) of many market analyses. I’m always in search of better information. We’ll try this one.
2019 low voltage AC motor drives report from Interact Analysis
Decentralized and motor mounted drives to show the strongest growth
Danfoss overtook Siemens in 2018 to be number 1 drives supplier to the EMEA region
Cabinet mounted general purpose drives have largest percentage of sales by product type
The research shows that growth in the intralogistics and materials handling sector has led to increased demand for decentralised and motor mounted drives, leading them to show the strongest growth over the five-year forecast period out of all seven product types covered. Cabinet mounted general purpose drives account for nearly half of drive sales globally, but also represent the slowest growing product type.
Meanwhile, from a regional perspective, although ABB is the number 1 drives supplier on a global basis, Danfoss has overtaken Siemens to be number 1 in EMEA. The Americas is predicted to be the fastest growing drives market for 2019, while the market in EMEA is shrinking, and China continues to occupy the largest share of the market (43% by unit shipments in 2019).
Interact Analysis has pioneered a new forecasting approach that gives an unprecedented level of detail. For example, users could choose to view anticipated demand for drives under 2.2 kW in the Indian packaging market. This is possible because the report is underpinned by 12 years of data on industrial production (the value of goods produced) and machinery production (the value of the machines used to produce goods). This information comes from Interact Analysis’s Manufacturing Industry Output Tracker – a big data tool that aggregates national manufacturing surveys from all major manufacturing economies in a set of over 1.2 million datapoints.
Lloyd says of this report: “In 2018 average drive prices fell by 2.7% compared with 2017, and we expect this trend to continue. To compound this, 2019 is experiencing a slowdown in the market. Yet the drives industry has reason for positivity. And not just because we expect the market to rebound in 2020.
“The world is becoming increasingly automated – in fact it is becoming rare to open a national daily newspaper and not read something about how automation is impacting the economy. Automation growth sectors, such as eCommerce warehouses, are creating vast new opportunities for drives. In the longer run, it is very positive for drives manufacturers that our research shows drives buyers increasingly see drives as the front line of predictive maintenance and industrial IoT.
“Most drives reports model industry dynamics by simply comparing the growth of the drives market with the growth of the entire manufacturing sector. Ours is different. Interact Analysis’s Manufacturing Industry Output tracker compares the value of goods produced with the value of machines used to produce goods to give a whole range of fresh new insights unavailable in any other drives report.”
Motion Control Market to Exceed $15bn by 2023
New 2019 motion control market report from Interact Analysis reveals
Despite a short-term dip in 2019, longer term forecasts predict solid growth
Increased reliance on industrial robotics a significant contributor
Growth rate to exceed that of global manufacturing production by 2020
Interact Analysis has released a new market report – Motion Controls – 2019 – pointing to strong growth over the next four years for motion control products.
Despite a small decline in 2019 (-3.8%) the report outlines how the market for motion control products will grow strongly, ultimately exceeding $15bn in 2023. Also noteworthy is the firm’s belief that the motion control market will outpace growth of global manufacturing production from 2020 onwards. The positive outlook holds true despite the torrid time currently facing machine tool vendors which, as the single largest consumer of motion control products, generated over a third of motion control revenues in 2018.
Interact Analysis points to several sectors which are helping to drive a more positive outlook for motion controls. These include food & beverage machinery, packaging machinery, robotics and material handling equipment, especially equipment for warehouse automation and intralogistics. Together these sectors generated just under a quarter of total motion control revenues in 2018 and are forecast to account for closer to 30% in 2023.
The report outlines further factors strengthening the outlook for motion control demand, including the trend for decentralization. Here higher-protection ratings are helping to advance the market for particular motion products. Although even combined the opportunity is small compared to the total (representing only 2.4% of the global market in 2018), the findings show that revenues for both products are projected to experience higher growth than the rest of the market, driving their combined value to exceed $500m in 2023.
Geographically, six regions – China, USA, Japan, Germany, Italy and South Korea – will continue to dominate market revenues. China, in particular, is expected to add significant revenues over the next four years, making it almost twice as big as the United States. In industry terms, sectors utilising metal cutting tools remain the largest in revenue terms, however the strongest overall growth during the forecast period came from mobile robots and industrial robots, which are the only ones forecast to experience growth in 2019 versus 2018.
Tim Dawson, research director for Interact Analysis and principal analyst of the motion controls report, said: “Although the motion control market may be considered fairly mature there are important trends impacting its future growth helping drive revenues at an above average rate for the long-term. Couple that with product releases from new vendors, plus expanding portfolios from existing ones; and the fundamentals for this industry appear very strong, even despite headwinds in certain key sectors.”
I started out in a small shop. I had roles that encompassed purchasing, production/inventory control, manufacturing engineering, and even worked production when something needed done.
So it was that one day I was trimming parts from a vacuum-formed plastic sheet using a bandsaw. Probably illegal today, may have been back then for all I know. Occasionally I would catch my mind drifting away. A guitar player, I’d pause and count fingers just to be sure.
Humans want jobs. But jobs that don’t challenge creativity and problem-solving but are only tedious, repetitive, mind-numbing can lead to tragedy.
A major reason robots gained such wide use especially in automotive manufacturing was that very problem along with removing humans from unsafe environments. Use robots when the task is dirty, dull, or dangerous.
The new breed of collaborative robots, or cobots, help expand robot’s usage into new areas of industry.
For example, this partnership just announced between Phillips Corp. and Universal Robots for loading and unloading CNC machines. Phillips Corporation, the largest global distributor of Haas CNC machines, offers a fast track to spindle uptime using Universal’s cobots.
“Having an expensive machine sit idle and missing out on orders due to lack of staffing is every manufacturer’s nightmare,” says Stu Shepherd, Regional Sales Director for the Americas division of Universal Robots (UR) that has already sold more than 1,000 UR cobots for tending Haas CNC machines. “This partnership between the largest distributor of the leading CNC brand and the leading collaborative robot brand offers a huge advantage for manufacturers, helping them solve staffing issues and stay competitive. We expect this new partnership to fast-track cobots in this sector, with significant advantages for manufacturers.”
With 9 offices representing 12 states throughout the South and Mid-Atlantic regions, Phillips Corporation boasts an installed base of more than 19,000 Haas CNC machines. “There is tremendous potential both for retrofitting existing installations with UR cobots and for getting through the door to new customers, offering turn-key solutions,” says president of Phillips Corporation’s commercial division, Michael Garner, who is also the chairman of Haas Automation’s North American distributor council. “We see a significant demand for cobots, which address labor shortages and also support manufacturers who need flexible automation tools they can operate without safety caging,” adds the Phillips president, stressing the UR cobots’ ease of programming. “There is no hardwiring or complex coding involved in getting a Universal Robot to communicate with a Haas machine since UR has solutions like the VersaBuilt software that facilitates two-way communication between the UR cobot and the CNC.”
VersaBuilt’s Haas CNC Integration Kit is a simple yet powerful interface that enables UR cobots to easily execute any machining program stored on the Haas CNC directly through the cobot’s own teach pendant, maintaining all Haas safety interlock features. Versabuilt is available through the UR+ platform, a showroom of products all certified to integrate seamlessly with UR cobots.
More than 60 different Haas models can be automated Universal Robots’ cobot arms. UR’s Stu Shepherd emphasizes how fast integration also means fast ROI. “Machine tending applications have consistently delivered an ROI of less than a year, sometimes even paying themselves back in a few months. A Haas-UR solution offered with Phillips’ CNC expertise and application know-how will help further improve that payback time.
Hewlett Packard Enterprise (HPE) announced new HPE Edgeline Converged Edge System solutions that speed the deployment and simplify the management of edge applications, enabling customers to act on the vast amounts of data generated by machines, assets and sensors from edge to cloud.
I think this is another significant advance reflecting the utility of enterprise compute capability brought ever closer to the plant itself. If you are looking to be disruptive in your industry or are on a corporate engineering staff looking for OT alternatives, I’d suggest taking a long look at these technologies and then letting your imagination do its work.
The new solutions include:
HPE Edgeline OT Link Platform, an open platform that automates the interplay between diverse operational technologies (OT) and standard IT-based applications at the edge to enable intelligent and autonomous decision making;
HPE Edgeline systems management, the industry’s first systems management solutions designed specifically for the edge to ensure enterprise-grade reliability, connectivity and security;
HPE Edgeline EL300 Converged Edge System featuring OT link and HPE Edgeline systems management, providing superior resilience against harsh edge environments for a broad range of industrial deployments; and
HPE Edgeline Field Application Engineering Services are available from HPE Pointnext to help customers plan, build, and customize OT link-based Internet of Things (IoT) and cyber-physical systems.
To turn edge data into insight for real-time action, it must be processed close to its source to avoid the latency, bandwidth, and cost issues of sending the data to a remote data center. However, this opportunity comes with a set of unique challenges, including management of remote infrastructure, and the necessity to seamlessly connect sensors and industrial assets with IT applications at the edge.
“Deploying IoT, edge, and cyber-physical systems is a challenge requiring a fresh look at uniting the physical and digital worlds,” said Dr. Tom Bradicich, Vice President and General Manager, Converged Servers, Edge and IoT Systems, HPE. “With today’s announcements, we enable our customers to accelerate the delivery of applications that capitalize on edge data, safeguarded by enterprise-class management. And we lay the groundwork for a new ecosystem of intelligent edge solutions to drive innovation and growth across industries.”
Simplifying deployment of edge-to-cloud IoT and cyber-physical systems
Today, setting up an IoT or cyber-physical system is a laborious undertaking. It requires custom coding to orchestrate OT networks, control systems, and data flows with drivers, middleware, and applications running on IT systems. HPE Edgeline OT Link Platform is an open platform that significantly simplifies this process, reducing cost and time to market.
The solution includes:
HPE Edgeline OT Link Platform software, an open workflow engine and application catalogue, allowing customers to orchestrate components, data, and applications via a graphical drag-and-drop user interface. The HPE Edgeline OT Link Platform integrates an ecosystem of third-party applications running from edge to cloud – including AWS, Google, Microsoft, SAP, PTC, GE, and more – to make insights from the edge available across the enterprise and supply chain.
HPE Edgeline OT Link certified modules, HPE-developed adapters that connect to a broad range of OT systems, enabling bi-directional, time-sensitive, and deterministic control and communication, including high-speed digital input/output, CAN bus, Modbus, or Profinet. APIs and SDKs for these adapters are made available to the industry to facilitate third-party designs of OT link modules. OT link will also integrate FPGA modules to give customers maximal flexibility to connect to any industrial input/output device.
Enterprise-grade manageability and security at the edge
HPE also announced the industry’s first systems management solutions specifically designed to simplify the provisioning and management of edge infrastructure and applications, providing enterprise-grade manageability and security for remote systems with limited connectivity and IT expertise.
HPE Edgeline Integrated System Manager is embedded into HPE Edgeline Converged Edge Systems and features one-click provisioning, ongoing system health management, remote updates, and management even with intermittent wired and wireless connections. It also supports advanced security functions like preventing system boot file changes and remote system disablement during a security event. HPE Edgeline Infrastructure Manager software can remotely manage thousands of Edgeline Converged Edge Systems.
The HPE Edgeline Workload Orchestrator hosts a central repository for containerized analytics, AI, business, and IoT applications that can be pushed to HPE Edgeline Converged Edge Systems at the edge
Unparalleled convergence of OT and IT
The HPE Edgeline EL300 is a fan-less, low-energy system equipped with Intel Core i5 processors, up to 32GB of memory and 3TB of storage. It will also support Intel Movidius Myriad X vision processing units to enable video analytics and AI inference at the edge. The HPE Edgeline EL300 provides enhanced resiliency against shock, vibration, humidity, and dust, including IP50 and MIL-SPEC certifications, and can operate from -30 to +70 degrees Celsius. These features make the HPE Edgeline EL300 suitable to be deployed as an embedded system – for example, in production machines or in building infrastructure.
Expertise to accelerate deployment and create competitive advantage
To support these new offerings, HPE Pointnext, the services organization of Hewlett Packard Enterprise, provides HPE Edgeline Field Application Services, which help customers plan, design, build, and run IoT, edge and cyber-physical systems to accelerate deployment and ensure reliable and secure operation. These services include the evaluation of use cases, proof of value, solution deployment, and management of ongoing operations – helping customers get the most from OT/IT integrations.
Moreover, HPE Pointnext can help customers develop their own data acquisition, industrial network, and control components for HPE Edgeline OT Link Platform to create custom solutions and competitive advantage. HPE Edgeline OT Link Platform based solutions can be delivered on-premises with a turnkey deployment service, operated by HPE Pointnext.
Finally, HPE Edgeline EL300 Converged Edge System will be added to HPE GreenLake Flex Capacity, to deliver a consumption-based experience with usage-based payment, capacity metering, and tailored support, for customers who need a cloud-like experience for systems at the edge.
Beckhoff Automation had a sizable booth at Pack Expo this week. Much to my surprise, when I asked about whether there was something new (I don’t expect new product introductions in automation at Pack Expo) the answer was yes. Well, I had a glimpse at Hannover in April.
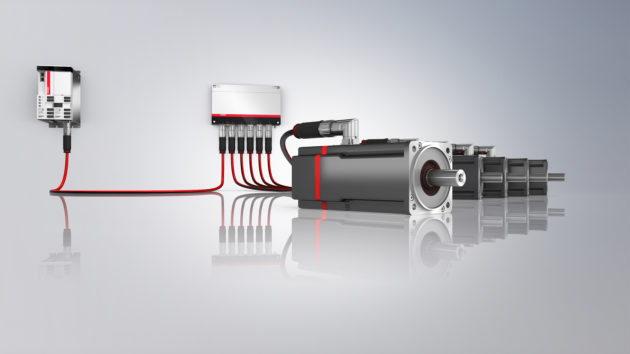
The AMP8000 servo system has an innovative design where the integrated drive is placed on the end of the servo motor rather than the usual side. This design allows for maximum heat dissipation from the motor. They were able to package the drive and motor that only added 75 mm to the length of the motor.
By combining a servo drive and servomotor into one device, the AMP8000 system reduces overall packaging machine footprint and space requirements inside control cabinets and enclosures. A single coupling module can operate up to five drives using the EtherCAT P One Cable Automation solution that supplies industrial-grade power and EtherCAT industrial Ethernet communication.
Requiring Requiring no alterations to the existing machines, the AMP8000 boasts power ratings from 0.61 to 1.23 kW and standstill torque ratings from 2.00 to 4.8 Nm at an F4 flange size or power ratings from 1.02 to 1.78 kW and standstill torque ratings from 4.10 to 9.7 Nm with an F5 flange. The servo drive system also represents the Beckhoff commitment to promoting safety technology in all areas via integrated STO and SS1 safety functions.
TwinCAT software updates have added a number of important tools for packaging machine builders and end users, including expanded data processing through TwinCAT Analytics and HTML5-enabled TwinCAT HMI for industrial displays and mobile devices. In addition, TwinCAT Motion Designer supplies additional tools to commission entire motor, drive and mechanical systems in software, whether integrated into the TwinCAT 3 platform or used as a stand-alone motion system engineering tool.